Ob in der industriellen Fertigung, im Handwerk oder im Labor: präzise Messergebnisse sind entscheidend. Doch selbst hochwertige Messwerkzeuge liefern nur dann zuverlässige Werte, wenn sie korrekt eingesetzt werden. In der Praxis schleichen sich jedoch immer wieder kleine Fehler ein, die große Auswirkungen haben können.
In diesem Beitrag zeigen wir Ihnen die häufigsten Fehler beim Messen mit gängigen Handmessmitteln und geben Tipps, wie Sie diese vermeiden.
1. Allgemein
1.1. Schmutz und Staub
Staub, Ölreste oder Metallspäne können Messergebnisse verfälschen. Schon kleinste Partikel zwischen Messfläche und Werkstück genügen, um das Ergebnis signifikant zu verfälschen.
Reinigen Sie sowohl Messwerkzeug als auch Werkstück vor jeder Messung gründlich. Ein fusselfreies Tuch oder spezielle Reinigungstücher sind hier ideal. Verwenden Sie keine organischen Lösungsmittel (Verdünner, Waschbenzin usw.). Diese können das Gerät beschädigen. Reinigen Sie zum Verhindern von Rost die beweglichen Teile mit einem in Korrosionsschutzöl eingetunkten Tuch.
1.2. Temperatur
Messwerkzeuge und Werkstücke dehnen sich bei Wärme aus und ziehen sich bei Kälte zusammen. Ein Temperaturunterschied von nur wenigen Grad kann bereits messbare Abweichungen verursachen. Lassen Sie Werkzeug und Werkstück akklimatisieren, idealerweise bei 20°C. Vermeiden Sie Messungen direkt nach dem Bearbeiten oder Anfassen des Werkstücks.

Diese Grafik zeigt die durch Wärmeübertragung auf eine Bügelmessschraube verursachte Ausdehnung, wenn der Bügel in der bloßen Hand liegt. Man erkennt in der Grafik die entstehende Ausdehnung in µm und den dadurch möglichen Messfehler. Ein angebauter Wärmeschutz oder Handschuhe reduzieren diese Wirkung deutlich.
1.3. Abnutzung und Beschädigungen
Messflächen, Ambosse oder Spindeln verschleißen mit der Zeit. Kleine Kerben oder Verformungen sind oft kaum sichtbar, können aber Ergebnisse verfälschen.
Überprüfen Sie Ihre Werkzeuge regelmäßig auf Verschleiß und Beschädigungen. Lagern Sie das Messwerkzeug im passenden Etui und schützen Sie es vor großer Hitze und Feuchtigkeit sowie Staub und Ölnebel. Tragen Sie vor einer längeren Lagerung des Gerätes zur Vorbeugung von Rost eine Korrosionsschutzbeschichtung auf.
TIPP: Regelmäßige Kalibrierungen
Eine jährliche Kalibrierung ist besonders in der professionellen Anwendung empfehlenswert. Wir bieten Kalibrierungen von Eigen- und Fremdfabrikaten im hauseigenen Kalibrierlabor an. Kontaktieren Sie uns.
2. Werkzeugspezifische Messfehler
2.1. Messschieber
2.1.1. Übermäßige Kraftanwendung
Der Messschieber verfügt über keine Vorrichtung für eine konstante Messkraft (wie z.B. die Gefühlsratsche bei einer Bügelmessschraube). Achten Sie darauf, während der Messung ihrer Werkstücke eine konstante Kraft anzuwenden und das Werkstück möglichst weit oben an den Messschenkeln zu messen.

Kippt der bewegliche Messschenkel bei der Messung weg und ist dann nicht mehr parallel zum festen Messschenkel, weil z.B. übermäßige Kraft auf den Schieber wirkt oder die Referenzkante nicht gerade ist, tritt ein Messfehler auf.

2.1.2. Parallax-Fehler
Schauen Sie direkt auf den Nonius-Teilstrich, wenn Sie die Ausrichtung der Nonius-Teilstriche mit den Teilstrichen der Hauptskala prüfen.

Wenn Sie aus einer schrägen Richtung auf einen Nonius-Teilstrich blicken, wird, wie in der Abbildung dargestellt, die scheinbare Ausrichtungsposition durch ΔX aufgrund eines Parallax-Effekts verzerrt, der durch die Stufenhöhe H zwischen den Ebenen der Nonius-Teilstriche und der Teilstriche der Hauptskala verursacht wird. Dies fürht zu einem Fehler beim Ablesen des Messwerts. Um diesen Fehler zu vermeiden, darf gemäß JIS die Stufenhöhe nicht mehr als 0,3 mm betragen.
2.1.3. Innenmessung zu kleiner Durchmesser
Die scharfkantigen Messspitzen zur Innenmessung sollten nicht zur Messung von Bohrungen verwendet werden, deren Durchmesser weniger als ca. 3 mm beträgt. Die Schneiden der Innenmessschnäbel können hier nicht an den äußersten Punkten der Bohrung anliegen, was zu einem falschen Messergebnis führt.

2.1.4. Kippen beim Tiefenmessschieber
Achten Sie beim Messen mit einem Tiefenmessschieber darauf, dass die Referenzfläche sauber und gratfrei ist. Die Messbrücke sollte vollständig auf der Referenzfläche aufliegen und darf nicht kippen. Verwenden Sie das Messwerkzeug möglichst in vertikaler Richtung, insbesoderere bei langen Messbrücken.

2.2. Messschrauben
2.2.1. Allgemeine Handhabung
Stellen Sie sicher, dass sich keine Verunreinigungen auf den Messflächen befinden. Diese lassen sich einfach entfernen, indem Sie ein sauberes Blatt Papier zwischen den Messflächen klemmen (als wollten Sie die Stärke messen) und es dann langsam herausziehen.

Achten Sie darauf, die Messschraube spannungsfrei und gerade im Halter zu fixieren, damit sich das Werkzeug während der Messung nicht bewegt.
Fahren Sie nach Gebrauch die Messflächen ca. 1–2 mm auseinander und klemmen Sie die Spindel nicht.
2.2.2. Parallax-Fehler
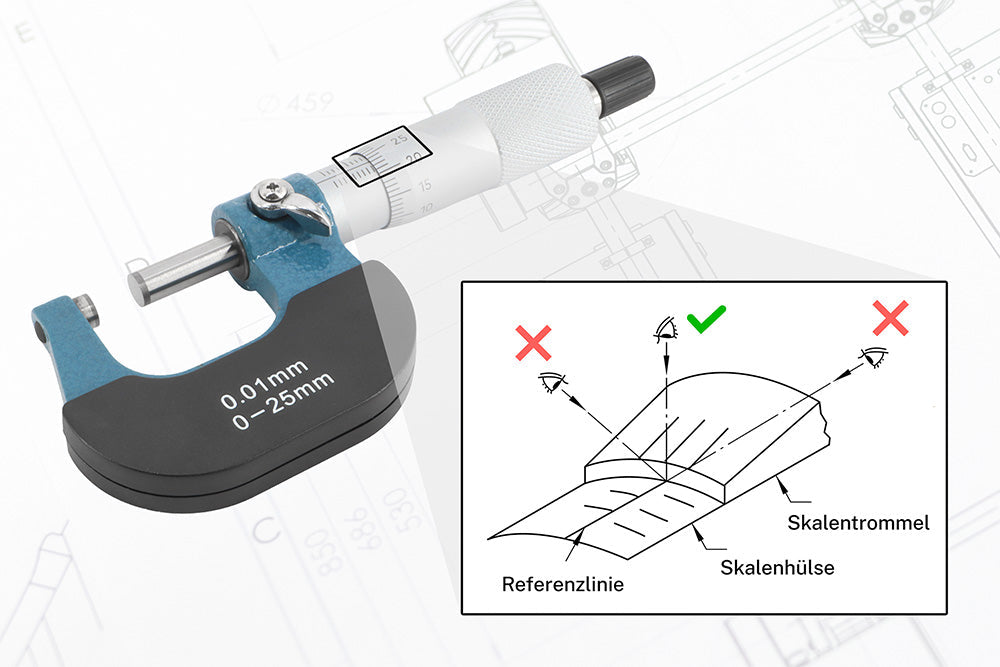
Auch bei Messschrauben kann der Parallexfehler beim Ablesen der Messergebnisse auftreten. Schauen Sie daher immer direkt von oben auf die Bezugslinie, wenn Sie eine Ablesung an den Teilstrichen der Trommel vornehmen. Wenn die Teilstriche aus einem Winkel betrachtet werden, kann die korrekte Ausrichtungsposition der Linien nicht gelesen werden.

TIPP: Schätzung von Zwischenschritten
Die Skaleneinteilung der Trommel kann auch in Abständen zu 0,001 mm geschätzt werden, wenn die Linien beinahe übereinander liegen, da die Stärke der Linien 1/5 des zwischen den besagten Linien liegenden Abstands beträgt.

2.2.3. Messkraft
Verwenden Sie beim Messen stets die Gefühlsratsche, die Ratschentrommel oder die Friktionstrommel. Bringen Sie langsam die Messflächen in Kontakt und betätigen Sie mehrmals die Gefühlsratsche (2–3 Umdrehungen), um eine konstante Messkraft auszuüben. Eine zu hohe oder zu niedrige Messkraft kann die Messgenauigkeit beeinträchtigen. Achten Sie darauf, den oberen Wert des Messbereichs nicht zu überschreiten, da dies die Messschraube beschädigen kann. Fahren Sie die Spindel nicht weiter ein wenn Sie Widerstand spüren.
2.2.4. Einstellen der Referenz
Nehmen Sie regelmäßig mit Hilfe eines kalibrierten Endmaßes bzw. Einstellrings die Grundeinstellung und ggf. eine Justierung der Messschraube vor. Besonders bei häufigem Gebrauch oder wechselnden Umgebungsbedingungen ist die Überprüfung der Referenz unerlässlich, um präzise Messergebnisse zu gewährleisten.

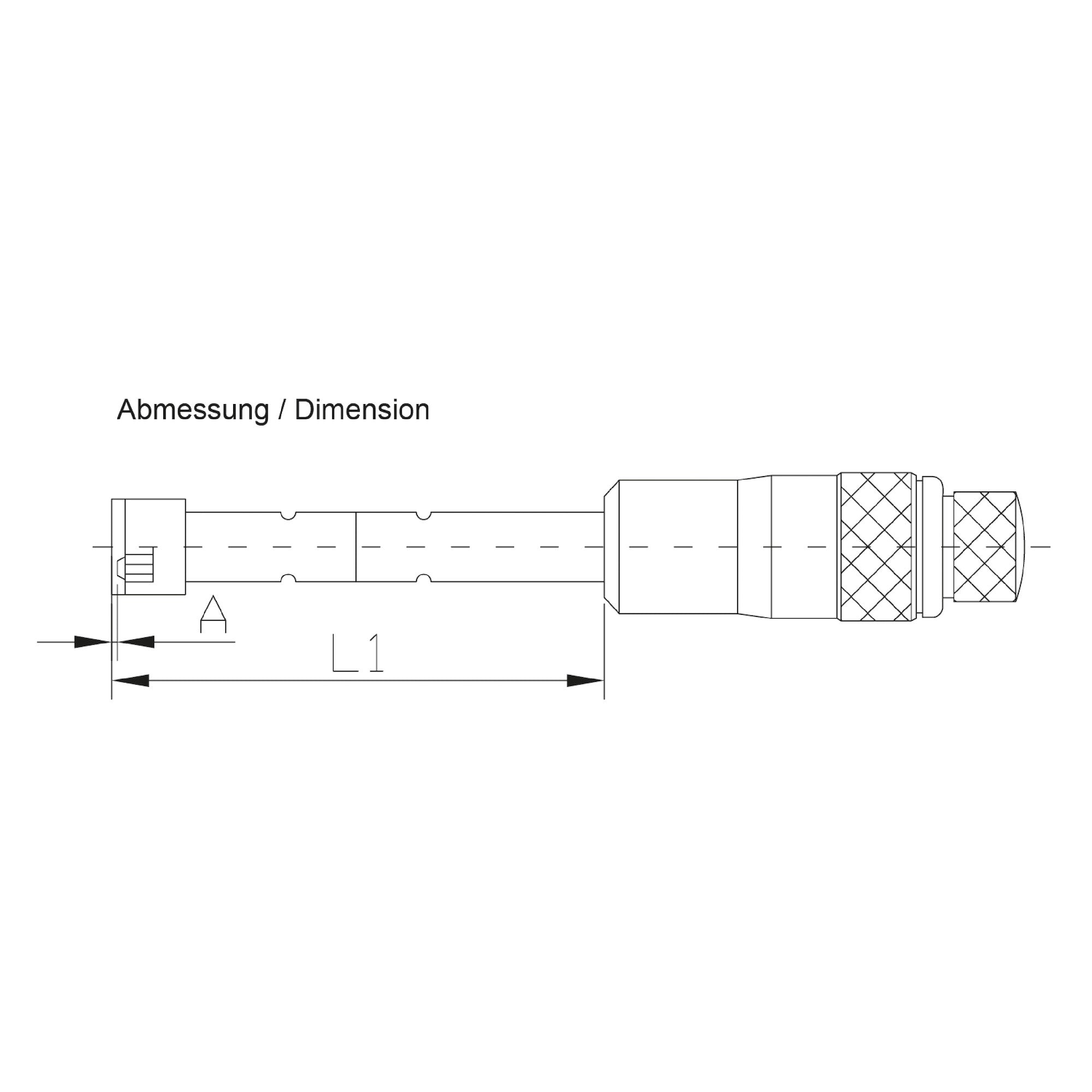
Wenn Sie bei einer Dreipunkt-Innenmessschraube nur einen Teil der Messfläche (Kontaktlinie) zum Messen nutzen, beachten Sie, den Referenzpunkt an der gleichen Messflächenposition einzustellen. Folgen Sie der allgemeinen Regel: Stellen Sie auf die gleiche Weise ein wie Sie messen.

2.3. Messuhren
2.3.1. Allgemeine Handhabung
Verwenden Sie eine Haltevorrichtung, die sich während des normalen Gebrauchs nicht wesentlich verwindet. Beachten Sie auch, dass Unebenheiten der Referenzfläche Messfehler verursachen können.
Fahren Sie bei der Nullstellung den Messbolzen mindestens 0,2 mm aus der Anschlagposition ein, um das Umkehrspiel zu auszugleichen, das beim Wechsel der Bewegungsrichtung entsteht.
Vermeiden Sie eine schnelle Bewegung des Messbolzens und üben Sie keine Kraft in Querrichtung aus, um die Genauigkeit nicht zu beeinträchtigen.
Verwenden Sie einen Anlifthebel oder einen Drahtabheber, um den Messbolzen vom Werkstück abzuheben.
2.3.2. Ungenaue Ausrichtung des Messbolzens

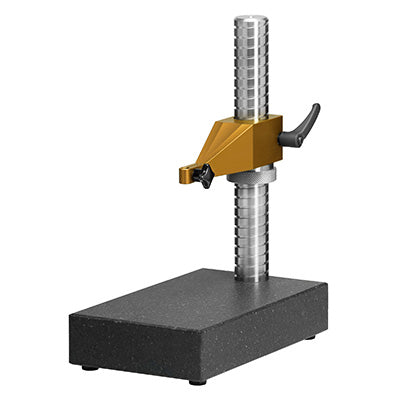
Um Messfehler zu vermeiden, die durch nicht senkrechte Positionierung des Messbolzen zum Tisch verursacht werden, muss der Messbolzen genau auf die vorgesehene Messrichtung ausgerichtet werden. Liegt der Messbolzen nicht senkrecht zur Messfläche, wird eine größere Strecke gemessen, als tatsächlich vorhanden ist. Verwenden Sie idealerweise einen verwindungssteifen Feinmesstisch mit Messuhraufnahme.
2.3.4. Parallax-Fehler
Ebenso bei analogen Messuhren entsteht ein Fehler, wenn die Skala nicht genau senkrecht von vorne, sondern aus einem schrägen Blickwinkel abgelesen wird. Deshalb sollte auch hier die Ablesung immer auf Augenhöhe und möglichst im rechten Winkel zur Skala erfolgen.
2.3.5. Falscher Messeinsatz
Falls Sie eine spezielle Messungen durchführen, sollte Form und Größe des Messeinsatzes auf die jeweilige Messaufgabe abgestimmt sein. Hierfür gibt es Einsätze in verschiedenen Formen.

2.4. Höhenmess-/Anreißgeräte
2.4.1. Abheben des Sockels von der Referenzfläche

Bei der Einstellung der Höhe der Anreißnadel mit Hilfe eines Werkstücks oder eines Endmaßstapels kann es vorkommen, dass der Sockel von der Referenzfläche abgehoben wird. Das passiert, wenn eine zu hohe Kraft nach unten auf den Schieber ausgeübt wird, was zu Messabweichungen führt. Bewegen Sie daher den Schieber langsam nach unten, während sich die Spitze der Anreißnadel dem Endmaß bzw. Werkstück nähert. Die Einstellung ist korrekt, wenn man fühlt, dass die Anreißnadel bei ihrer Bewegung über die Kante der Fläche letztere leicht berührt.
Sie haben Fragen oder Anregungen? Kontaktieren Sie uns!